

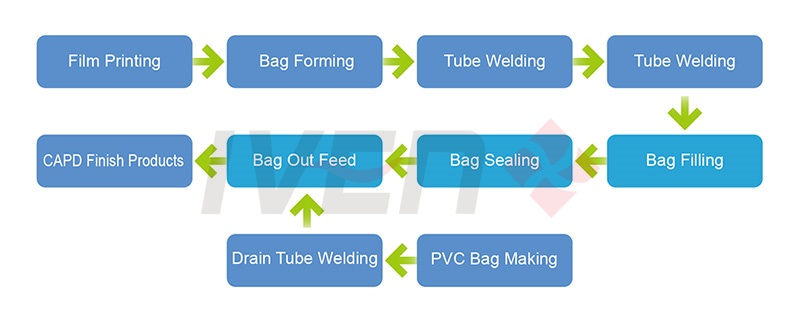
Ligne de production de solutions de dialyse péritonéale (DPCA)




NotreLigne de production de solutions de dialyse péritonéaleStructure compacte et encombrement réduit. Diverses données (température, temps, pression, etc.) peuvent être réglées et enregistrées pour le soudage, l'impression, le remplissage, le NEP et le SIP. Elles peuvent également être imprimées selon les besoins. L'entraînement principal, combiné à un servomoteur et une courroie synchrone, assure un positionnement précis. Un débitmètre massique avancé assure un remplissage précis, tandis que le volume est facilement réglable via une interface homme-machine.
Pour l'impression, le formage, le remplissage et le scellage de sacs de solution CAPD, le soudage de tubes, la machine de fabrication de sacs en PVC.

Le soudage périphérique avec structure de moule à double ouverture et moule à fluctuation est équipé d'une plaque de refroidissement, ce qui permet au moule à fluctuation d'avoir la même température et garantit que l'équipement dans le processus de moulage et l'arrêt ne cuiront pas le matériau de la membrane chaude ; Améliore la qualité du produit.
Tuyau de chauffage et thermocouple dans la plaque chauffante en alliage d'aluminium, le chauffage et le transfert de chaleur sont uniformes, le contrôle de la température est précis, réduit la perte de chaleur, n'apparaîtra pas la température réelle et l'affichage de la température n'est pas cohérent, afin de garantir le taux de qualification de soudage.
Utilisation à 100% du film, aucun bord perdu entre les sacs et les groupes.
Le moule de formage est spécialement conçu. Le dernier sac formé du premier groupe sera découpé avec le premier sac formé du second. Il facilite l'étirage du film lors de l'étirage des sacs. Un seul système garantit l'étirage simultané du film et du sac. (La même longueur de film est garantie entre chaque groupe, ce qui évite les chutes de film entre les différents groupes ; le fabricant national en a d'ailleurs déjà une.)
Lors du changement de moule pour répondre aux différentes spécifications des produits, seul le moule supérieur est nécessaire. Le moule inférieur est un moule universel réglable, ce qui permet de réduire considérablement le temps de réparation. Fabriqué à partir de matériaux et de procédés spéciaux par des fabricants spécialisés, le moule de formage garantit une qualité et une durée de vie optimales pour 100 millions de sacs.
Conformément aux caractéristiques du soudage du plastique, le soudage à froid doit être immédiatement utilisé après deux soudures à haute température. Cela garantit la solidité et l'esthétique du soudage. Par conséquent, les deuxièmes soudures nécessitent un soudage à froid, à une température de l'eau de refroidissement (15 °C-25 °C) réglable en temps et en pression.
Grâce à sa conception brevetée, la station d'élimination des bords de chute est simple et fiable, avec un taux de réussite de 99 % et plus. Les tiges de guidage supérieures et inférieures serrent le film après la formation du sac et le déchirent grâce au cylindre de guidage, pour finaliser la formation du sac. Les bords triangulaires sont récupérés par un dispositif spécial. La station d'élimination automatique des bords de chute réduit non seulement les effets négatifs du déchirement artificiel, mais garantit également une forme parfaite du sac.
Adoptez le système de mesure du débitmètre massique E + H et de remplissage haute pression.
Une pompe de contrôle de fréquence contrôle la pression, utilise le tuyau en silicone médical résistant à haute pression pour connecter la canalisation, entretien facile, pas de point mort de nettoyage.
Haute précision de remplissage, pas de sac ni de sac qualifié, pas de remplissage.
Les têtes de remplissage adoptent une technologie brevetée d'étanchéité de surface lisse, sans contact avec les parois des ports, donc sans frottement pour générer les particules ; cela évite également le débordement de solution causé par le changement de taille des ports pour rendre les ports non scellés avec les têtes de remplissage.
Adoptant un système de contrôle PLC avancé et un terminal de vannes intégré, il offre un circuit simple, une réactivité rapide et un fonctionnement sûr et fiable. Les parties remplissage et scellage sont intégrées en une seule unité, nécessitant uniquement un système de commande électrique et une interface homme-machine. Le nombre d'opérateurs est réduit, ce qui évite les incompatibilités entre les deux opérateurs et améliore la sécurité et la fiabilité de l'équipement.
Écran tactile pour un contrôle précis de la température. Il permet notamment de faibles variations au démarrage et à l'arrêt, avec une tolérance de ± 1 °C.
Le panneau d'impression est installé sur la plaque d'aluminium par un goujon en acier inoxydable, évitant que le filetage du trou ne se desserre sur la plaque après une utilisation à long terme.
Le rouleau de film est positionné uniformément sur les 4 côtés pour garantir une tension et un fonctionnement fluides. Les côtés gauche et droit du rouleau sont fixés par une plaque de positionnement réglable, garantissant une alimentation rapide et précise.
La station de préchauffage et la station de thermoscellage adoptent une sonde à aiguille à ressort pour détecter la température du moule, une installation et un démontage pratiques, difficiles à casser, une tolérance de ± 0,5 ℃.
Modifiez le mode de positionnement de l'étanchéité pour protéger le cylindre et éviter un chauffage prolongé.
Câblage externe professionnel, séparez le fil selon différentes classifications, bonne apparence et entretien pratique.
Fixez le moule inférieur, mais conservez la plaque de refroidissement, pour protéger le film lorsque la machine s'arrête.
Le thermoscellage environnant adopte un moule spécial, installez la plaque de refroidissement du moule supérieur avec ressort.
L'ajout d'un système d'alimentation automatique résout les problèmes de blocage et réduit l'intensité du travail. L'ajout d'un dispositif de nettoyage et de récupération ionique améliore la clarté du produit.



